 Фото и видео
Фото и видео Партнеры
Партнеры Статьи
Статьи Вакансии
Вакансии Контакты
Контакты Карта сайта
Карта сайта
Для полимеризации изделий из композитных материалов предлагаем печи с программным управлением. В зависимости от типа и размера изделия, печи могут комплектоваться как магазином для вертикального размещения изделий, так и барабанным устройством горизонтального размещения.
Термошкафы могут выпускаться как в «проходном» так и однодверном варианте. Программируемый логический контроллер (ПЛК) с терминалом позволяет выполнять полимеризацию с любыми параметрами. Каждая печь имеет устройство конвекции внутри печи, управляемые заслонки и вытяжную вентиляцию для ускорения процесса охлаждения.
Термошкафы оборудуются всеми необходимыми электрическими и механическими блокировками, обеспечивающими безопасную работу с оборудованием.
Система автоматического управления смонтирована в шкафу управления и пульте управления. Шкаф управления устанавливается рядом с термошкафом на удобном расстоянии, а пульт управления крепится на кронштейне у термошкафа. Шкаф управления соединяется со шкафом силовыми и контрольным кабелем, оканчивающимися разъёмами. В шкафу управления смонтированы термоконтроллер, индикаторы тока, приборы системы управления процессом полимеризации, кнопки управления, сигнальные лампы, всё силовое электрическое оборудование и другие устройства, обеспечивающие работу термошкафа.

ПЛК, установленный в пульте управления, управляет током через нагреватели с помощью мощных твердотельных реле. Индикация текущей температуры в зонах нагрева, индикация заданных значений параметров осуществляется на терминале. Задание всех требуемых режимов производится на ЖК-терминале.

Система управления обеспечивает автоматическое управление процессом полимеризации:
- равномерное вращение изделия со скоростью 1-20 об/мин.
- конвекцию воздуха в термошкафу.
- программируемые по времени процессы нагрева (программы полимеризации и термостабилизации).
- для полимеризации длинных изделий используется многозонное регулирование, обеспечивающее равномерное регулирование температуры по всей длине.
- регулирование температурного режима от 40 до 200 градуса Цельсия
- отключение процесса полимеризации с сигнализацией при срабатывании механических или электрических блокировок.
Небольшие печи с программным управлением, кроме процесса полимеризации, могут использоваться так же как термостаты для подготовки связующего и для сушки (подогрева) ровинга перед намоткой.

Печи полимеризации с вращением изделия (горизонтальная загрузка) модельного ряда ПП-Х.
Печи предназначены для выполнения технологического процесса полимеризации композитных изделий в заданных температурно-временных параметрах.
Особенности конструкции печей:
Автоматическое программное поддерживание температуры в рабочей зоне. Обеспечивается при помощи терморегулятора, который осуществляет процесс контроля температуры в печи в соответствии с показаниями температурного датчика расположенного в зоне нагрева изделий и требуемой по техпроцессу температуры.
Количество датчиков измерения температуры – от 1 до 5;
Циркуляция и перемешивание воздуха осуществляются с помощью теплогенератора. Воздух из теплогенератора вдувается через боковые воздуховоды расположенные по всей длине активной зоны печи.
В верхней части печи установлен воздуховод длиной 500 мм с ручной шиберной заслонкой для подключения к автономной системе вытяжной вентиляции.
Печи оснащены прессостатами. Прессостат контролирует хорошее функционирование перемешивания и в случае неисправности отключает нагрев.
Тупиковая одноходовая конструкция с ручными распашными двухстворчатыми дверьми на входе;
Предназначена для работы с напольной передаточной тележкой-манипулятором с регулируемыми по длине упорами для закрепления изделий;
Изготовлена из металлокаркаса, обшитого теплоизоляционными сэндвич-панелями.
Имеет привод вращения изделия в термокамере с плавной регулировкой частоты вращения.
В термокамере размещается поводковый вращатель, стыкуемый с опорным валом изделия.
Для точного позиционирования опорного вала изделия с поводковым вращателем печи на полу печи устанавливаются направляющие, по которым производится подвод транспортировочной телеги.
АСУ печей обладает следующим функционалом:
- предварительный ввод управляющей программы (УП) в энергонезависимую память.
- возможность выбора УП из памяти, количество вариантов УП сохраняемых в памяти не менее 3.
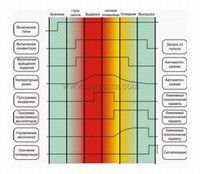
- каждая УП задает пошаговое изменение значения регулируемой температуры по заранее определенному (задаваемому пользователем) закону с привязкой ко времени.
- количество шагов управляющей программы не менее 5.
- пошаговое управление технологическим процессом может включать следующие этапы:
- поддержание заданного значения (уставки) температуры.
- нагрев до заданного значения температуры в течение заданного времени.
- охлаждение до заданного значения температуры.
- измерение и индикация текущих температурных параметров объекта – ТЕМПЕРАТУРЫ ВОЗДУХА В РАБОЧЕЙ ЗОНЕ.
- регулирование температуры по ПИД закону.
- формирование аварийного сигнала при выходе температуры за допустимые пределы.
- формирование аварийного сигнала при обнаружении неисправности системы циркуляции воздуха в рабочей камере.
- отображение текущих и заданных параметров регулирования на встроенном цифровом или графическом дисплее.
- пульт управления должен оборудован кнопкой аварийного отключения.
- степень защиты корпуса IP54;
- по окончании работы управляющей программы или обнуления таймера ручного режима все энергопотребители, относящиеся к печи автоматически отключаются.
В зависимости от размера полимеризуемых изделий, печи полимеризации имеют различную мощность.
Наименование |
Производительность на ед., м3/ч |
Мощность общая, кВт |
Объем, м3 |
ПП-12 |
3000 |
15 |
2...3.5 |
ПП-21 |
4500 |
25 |
3.6...5 |
ПП-29 |
6000 |
34 |
5.1...7.5 |
ПП-36 |
7500 |
42 |
7.6...10 |
ПП-51 |
10000 |
60 |
10.5...15 |
Общие характеристики печей полимеризации композитных изделий с вращением
№ |
Наименование параметров |
Ед. изм. |
Данные |
1 |
Диаметр устанавливаемых изделий, макс. | мм |
50...2200 |
2 |
Диаметр устанавливаемых изделий, мин. | мм |
100 |
3 |
Диапазон длин устанавливаемых изделий | мм |
100…4000 |
4 |
Длина опорных валов изделия, мин. | мм |
250 |
5 |
Диаметр опорных валов изделия | мм |
50...176 |
6 |
Масса оправки с наматываемым изделием, диапазон | кг |
10...4000 |
7 |
Количество посадочных мест | шт |
1,2,4 |
8 |
Привод вращения изделия | - |
поводок |
9 |
Количество зон контроля и нагрева | шт |
1...5 |
10 |
Загрузка изделий | - |
боковая рельсовая |
11 |
Конвекция | - |
есть |
12 |
Вентиляция | м3/мин |
0…120 |
13 |
Скорость вращения оправок | об/мин |
6…20 |
14 |
Температура регулирования | ºС |
40…220 |
15 |
Скорость подъема температуры в термокамере, не менее | ºС/мин |
1.5 |
16 |
Метод регулирования | - |
ПИД, программный |
17 |
Точность поддержания температуры | ºС |
± 5 |
18 |
Мощность нагревателя | кВт |
12...51 (± 5%) |
19 |
Мощность мотора вращения изделия | кВт |
1...7.5 |
20 |
Мощность мотора вентилятора | кВт |
1.5...4 |
21 |
Максимальная потребляемая мощность | кВт |
15...60 |
22 |
Аварийный стоп при неисправностях оборудования | - |
имеется |
23 |
Звуковая сигнализация при выходе параметров за пределы допуска | - |
имеется |
24 |
Степень защиты электрооборудования | - |
IP54 |


