 Фото и видео
Фото и видео Партнеры
Партнеры Статьи
Статьи Вакансии
Вакансии Контакты
Контакты Карта сайта
Карта сайта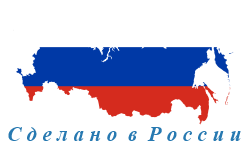
Тракты нитепропитывающие
модельного ряда НПТ-Х для одношпиндельных станков.
- Описание конструкции.
Тракты нитепропитывающие предназначены для формирования псевдоленты и ее пропитку на станках "мокрой" намотки, выравнивания разнонатянутости ручьев ровинга, компенсации различий в линейной скорости и поддержания заданных значений натяжения и температуры ленты перед ее намоткой на изделие.
Базовая конструкция входного звена трактов позволяет размещать шпулярники с материалом под углом до 45 градусов. Если необходимо работать со шпулярником, установленным около передней или задней бабки станка, то применяются металлокерамические роликовые направляющие, являющиеся опциональным оборудованием тракта.
Так же опциональным оборудованием является ИК нагреватель на входе тракта, подогревающий волокно перед пропиткой.
Т.к. для качественной пропитки ленты и, соответственно оптимальной прочности получаемого изделия, недопустимо высокое натяжение на входе тракта, все входные механизмы обеспечивают минимальное трение материала при поддержании постоянного угла охвата барабана или пропиточных валков. На барабан ручьи материала попадают раздельно, с необходимым для нормальной пропитки расстоянием между ними. Для пропитки барабаном ровницы, сформированной из нитей с замасливателем №4 или №14 служит дополнительный, опциональный узел прижима на пропитывающем барабане.
Тракты имеют один, два или три канала регулировки нагрева. ПИД-регулятор отслеживает и регулирует нагрев ванночки, а при необходимости и лотка стока связующего. Пропорциональный регулятор со своим измерительным датчиком, закрепленным на поверхности нагревательного элемента, отключает нагрев при достижении критической для используемого связующего температуры.
После пропитки ручьи материала попадают на узел создания натяжения. В случае применения тракта с ручной регулировкой натяжения (НПТ-Х Р, Х РТ, Х РТУ), на этом узле происходит установка необходимого значения. В случае с трактом, имеющим автоматическую систему поддержания натяжения, роль этого узла сводится к установке минимально допустимого натяжения в диапазоне регулировки. Точное значение будет поддерживать узел автоматической регулировки натяжения по показаниям тензометрического датчика на раскладчике станка.
Далее ручьи материала попадают на узел отжима. Система отжима связующего представляет собой систему косых ножей с плавной регулировкой захода съемников. Такая конструкция позволяет оптимально регулировать нанос связующего без травмирования жгута. Излишки связующего при этом стекают по подогреваемому лотку сбора обратно в ванну.
В случае использования модификации тракта для работы с углем, система отжима представляет собой двухступенчатый узел. Первая ступень представляет собой систему из двух неподвижных полированных металлических валков, к которой с регулируемым усилием прижимается ролик с покрытием из мягкого полиуретана. Вторая ступень - каплеобразные тупые ножи, с плавной регулировкой захода.
После отжима жгут проходит либо через автоматическую систему, которая формирует необходимое натяжение на выходе тракта, либо через измерительную систему натяжения.
На выходе тракта возможна установка ИК нагревателей, подогревающих выходные валки до температуры 40-60 градусов.
Тракты представляют собой быстроразборную конструкцию, изготовленную из материалов, стойких к смолам и растворителям.
- Расшифровка обозначения трактов.
НПТ - О РР Т / КК
О - исходный объем пропиточной ванны без учета погружения барабана.
Объем ванны трактов, в зависимости от модели может составлять от 2.6 до 24.5 литров.
РР - тип регулировки натяжения нити.
Р - ручная регулировка с помощью шагового узла изменения угла охвата валов.
РТ - ручная регулировка и индикация реального значения натяжения. Натяжение измеряется с помощью измерительного узла.
А2 - двухступенчатая система автоматического регулирования натяжения с обратной связью. Система связана с ЧПУ, передача необходимого значения выходного натяжения может осуществляться как с терминала системы, так и передаваться из ЧПУ, будучи записанной в кадрах программы.
Т - Тип перерабатываемого волокна.
Если пусто, то тракт предназначен для переработки стеклянного, базальтового и арамидного волокон. В случае, если указана литера "У", то тракт предназначен для переработки еще и угольного волокна.
КК - число ручьев перерабатываемого материала.
Значение выбирается из ряда: 2, 4, 8, 12, 16, 20, 24, 28, 30, 36, 80.
- Дополнительное (опционное) оборудование для трактов.
- ИК подогрев волокна на входе тракта.
Устройство подогрева используется для улучшения пропитки в ванне материала, путем его дополнительной просушки и подогрева. Узел осуществляет подогрев волокна только при его прохождении через тракт. В случае остановки намотки нагрев выключается и узел отводится, что бы не допустить локального выгорания замасливателя.
- ИК подогрев выходного звена.
Выходной ИК нагреватель используется для подогрева выходных роликов. Для получения композитного изделия с максимальными прочностными характеристиками требуется подогрев и контроль температуры ленты, наматываемой на изделие. При остановах намотки, ИК нагреватель отключается.
- Узел пропитки нити с 4 и 14 замасливателем.
Простая пропитка печатным барабаном оказывается недостаточно эффективной, если используются замасливатели 4 или 14. Для этого разработан узел с прижимным прорезиненным роликом. Волокно, проходящее между барабаном и роликом, имеет гораздо лучшую пропитку, чем иными способами.
- Направляющий блок для бокового шпулярника.
Позволяет экономить место, размещая шпулярник около передней или задней бабки станка.
- Цены на нитепропитывающие тракты модельного ряда НПТ-Х на 1-4 кв. 2018 года.
№ |
Модель* |
Стоимость, руб. с НДС |
Дополнительные опции, стоимость с НДС |
||||
| Пропитка кунанием | Пропитка барабаном | 1 |
2 |
3 |
4 |
||
1 |
НПТ-3Р/2 |
|
|
36 000 |
7 000 |
3 200 |
5 000 |
2 |
НПТ-3РТ/2 |
|
|
36 000 |
7 000 |
3 200 |
5 000 |
3 |
НПТ-3РТУ/2 |
|
|
36 000 |
7 000 |
3 200 |
5 000 |
4 |
НПТ-3А2У/2 |
|
|
36 000 |
7 000 |
3 200 |
5 000 |
5 |
НПТ-4Р/2 |
|
|
42 000 |
8 000 |
3 500 |
6 000 |
6 |
НПТ-4Р/4 |
|
|
46 000 |
9 600 |
3 700 |
17 000 |
7 |
НПТ-4Р/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
8 |
НПТ-4РТ/2 |
|
|
42 000 |
8 000 |
3 500 |
11 000 |
9 |
НПТ-4РТ/4 |
|
|
46 000 |
9 600 |
3 700 |
17 000 |
10 |
НПТ-4РТ/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
11 |
НПТ-4РТУ/2 |
|
|
42 000 |
8 000 |
3 500 |
11 000 |
12 |
НПТ-4РТУ/4 |
|
|
46 000 |
9 600 |
3 700 |
17 000 |
13 |
НПТ-4РТУ/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
14 |
НПТ-4А2/2 |
|
|
42 000 |
8 000 |
3 500 |
11 000 |
15 |
НПТ-4А2/4 |
|
|
46 000 |
9 600 |
3 700 |
17 000 |
16 |
НПТ-4А2/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
17 |
НПТ-4А2У/2 |
|
|
42 000 |
8 000 |
3 500 |
11 000 |
18 |
НПТ-4А2У/4 |
|
|
46 000 |
9 600 |
3 700 |
17 000 |
19 |
НПТ-4А2У/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
20 |
НПТ-5Р/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
21 |
НПТ-5Р/12 |
|
|
61 000 |
12 800 |
4 200 |
42 000 |
22 |
НПТ-5РТ/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
23 |
НПТ-5РТ/12 |
|
|
61 000 |
12 800 |
4 200 |
42 000 |
24 |
НПТ-5РТУ/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
25 |
НПТ-5РТУ/12 |
|
|
61 000 |
12 800 |
4 200 |
42 000 |
26 |
НПТ-5А2/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
27 |
НПТ-5А2/12 |
|
|
61 000 |
12 800 |
4 200 |
42 000 |
28 |
НПТ-5А2У/8 |
|
|
56 000 |
11 300 |
4 000 |
29 000 |
29 |
НПТ-5А2У/12 |
|
|
61 000 |
12 800 |
4 200 |
42 000 |
30 |
НПТ-6Р/16 |
|
|
68 000 |
14 000 |
5 600 |
55 000 |
31 |
НПТ-6Р/20 |
|
|
74 000 |
15 200 |
6 400 |
68 000 |
32 |
НПТ-6РТ/16 |
|
|
68 000 |
14 000 |
5 600 |
55 000 |
33 |
НПТ-6РТ/20 |
|
|
74 000 |
15 200 |
6 400 |
68 000 |
34 |
НПТ-6РТУ/16 |
|
|
68 000 |
14 000 |
5 600 |
55 000 |
35 |
НПТ-6РТУ/20 |
|
|
74 000 |
15 200 |
6 400 |
68 000 |
36 |
НПТ-6А2/16 |
|
|
68 000 |
14 000 |
5 600 |
55 000 |
37 |
НПТ-6А2/20 |
|
|
74 000 |
15 200 |
6 400 |
68 000 |
38 |
НПТ-6А2У/16 |
|
|
68 000 |
14 000 |
5 600 |
55 000 |
39 |
НПТ-6А2У/20 |
|
|
74 000 |
15 200 |
6 400 |
68 000 |
40 |
НПТ-8Р/24 |
|
|
78 000 |
16 700 |
6 800 |
82 000 |
41 |
НПТ-8Р/30 |
|
|
82 000 |
18 100 |
7 500 |
101 000 |
42 |
НПТ-8РТ/24 |
|
|
78 000 |
16 700 |
6 800 |
82 000 |
43 |
НПТ-8РТ/30 |
|
|
82 000 |
18 100 |
7 500 |
101 000 |
44 |
НПТ-8РТУ/24 |
|
|
78 000 |
16 700 |
6 800 |
82 000 |
45 |
НПТ-8РТУ/30 |
|
|
82 000 |
18 100 |
7 500 |
101 000 |
46 |
НПТ-8А2/24 |
|
|
78 000 |
16 700 |
6 800 |
82 000 |
47 |
НПТ-8А2/30 |
|
|
82 000 |
18 100 |
7 500 |
101 000 |
48 |
НПТ-8А2У/24 |
|
|
78 000 |
16 700 |
6 800 |
82 000 |
49 |
НПТ-8А2У/30 |
|
|
82 000 |
18 100 |
7 500 |
101 000 |
50 |
НПТ-12Р/28 |
|
|
80 000 |
17 600 |
7 200 |
96 000 |
51 |
НПТ-12Р/36 |
|
|
88 500 |
19 000 |
8 300 |
123 000 |
52 |
НПТ-12РТ/28 |
|
|
80 000 |
17 600 |
7 200 |
96 000 |
53 |
НПТ-12РТ/36 |
|
|
88 500 |
19 000 |
8 300 |
123 000 |
54 |
НПТ-12РТУ/28 |
|
|
80 000 |
17 600 |
7 200 |
96 000 |
55 |
НПТ-12РТУ/36 |
|
|
88 500 |
19 000 |
8 300 |
123 000 |
56 |
НПТ-12А2/28 |
|
|
80 000 |
17 600 |
7 200 |
96 000 |
57 |
НПТ-12А2/36 |
|
|
88 500 |
19 000 |
8 300 |
123 000 |
58 |
НПТ-12А2У/28 |
|
|
80 000 |
17 600 |
7 200 |
96 000 |
59 |
НПТ-12А2У/36 |
|
|
88 500 |
19 000 |
8 300 |
123 000 |
60 |
НПТ-24Р/80** |
|
|
116 000 |
35 300 |
- |
- |
Опции:
1 - ИК подогрев волокна на входе тракта.
2 - ИК подогрев выходного звена.
3 - Узел пропитки нити с "обратным" замасливателем. Устанавливается только на модификацию тракта с барабаном.
4 - Направляющий блок для установки шпулярника сбоку.
Примечания:
* - В стоимость трактов с автоматической системой натяжения включены:
- Сервокомплект;
- Редуктор;
- Шкаф с логическим контроллером и ЖК терминалом
- Пульт управления.
** - Тракт с интегрированным раскладчиком и силовой рамой, предназначенный для установки на двухкоординатные станки намотки обечаек большого диаметра.
Для различных применений и производительности нами был разработан модельный ряд нитепропитывающих трактов НПТ. Все тракты имеют регулируемый съем связующего с барабана, узел регулировки наноса связующего на сформированную ленту, а так же ручную или автоматическую систему натяжения ленты.
Примеры нитепропитывающих трактов
Нитепропитывающий тракт модели НПТ-5
Тракт предназначен для формирования пропитанного жгута на станках с небольшим расходом связующего. Количество перерабатываемых ручьев ровинга данным трактом варьируется от 4 до 12.
Тракты НПТ-5 имеют один канал регулировки нагрева - нагрев ванночки. Лоток стока связующего подогревается конвекцией теплого воздуха, поднимающегося от упора-нагревателя ванночки.
После пропитывающего барабана жгут проходит через «восьмерку» натяжения, которой производится ручная регулировка натяжения жгута.
Система отжима связующего представляет собой систему косых ножей с плавной регулировкой прижима. Такая конструкция позволяет регулировать нанос связующего без повреждения нитей жгута.
Модельный ряд включает в себя три модификации:
1. Базовая модификация. Этот тракт подходит для изделий, не требующих контроля натяжения сформированной ленты.
2. Модификация с узлом измерения натяжения. Эта модель имеет узел, измеряющий натяжение с помощью двух тензометрических датчиков, размещенных на измерительном ролике. Данные натяжения индицируются на экране безбумажного самописца.
3. Модификация тракта с автоматической системой регулирования натяжения. Она включает в себя тензометрический узел, данные с которого обрабатываются контроллером. Управляющий сигнал с контроллера подается на сервопривод, управляющий сервомотором. Сервомотор через редуктор вращает натяжитель- "восьмерку", которая изменяя угол охвата ее материалом, регулирует натяжение.
При необходимости возможно оснащение выходного валка верхним инфракрасным нагревателем.
Таблица 1
| № | Характеристика | Значение |
| 1 | Размеры габаритные, Д/Ш/В | 985/375/415 мм |
| 2 | Вес | 31 кг |
| 3 | Ширина ленты несформированной (на входе) | 5...150 мм |
| 4 | Ширина ленты сформированной (на выходе) | 4...50 мм |
| 5 | Количество ручьев ровинга, перерабатываемое трактом | 4...12 |
| 6 | Емкость ванны пропиточной с барабаном | 3.6 литра |
| 7 | Емкость ванны пропиточной общая | 5.7 литров |
| 8 | Мощность нагревательного устройства ванны | 0.8 кВт |
| 9 | Площадь нижней поверхности ванны | 950 см2 |
| 10 | Удельная мощность силиконовых нагревателей | 3 Ватт/см2 |
| 11 | Мощность выходного нагревательного ролика | 0.3 кВт |
| 12 | Площадь внутренней поверхности цилиндра | 830 см2 |
| 13 | Максимальное натяжение пропитанной нити, обеспечиваемое трактом | 100 кг |
| 14 | Поддержание заданного натяжения | Ручное |
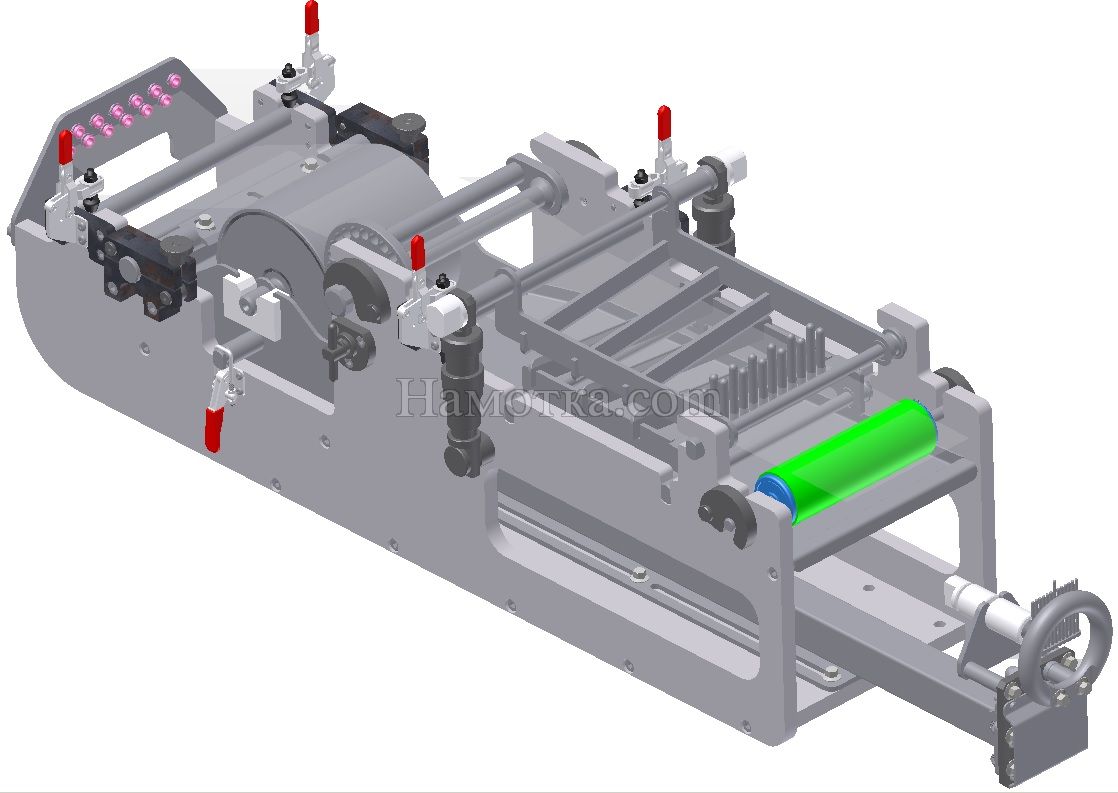
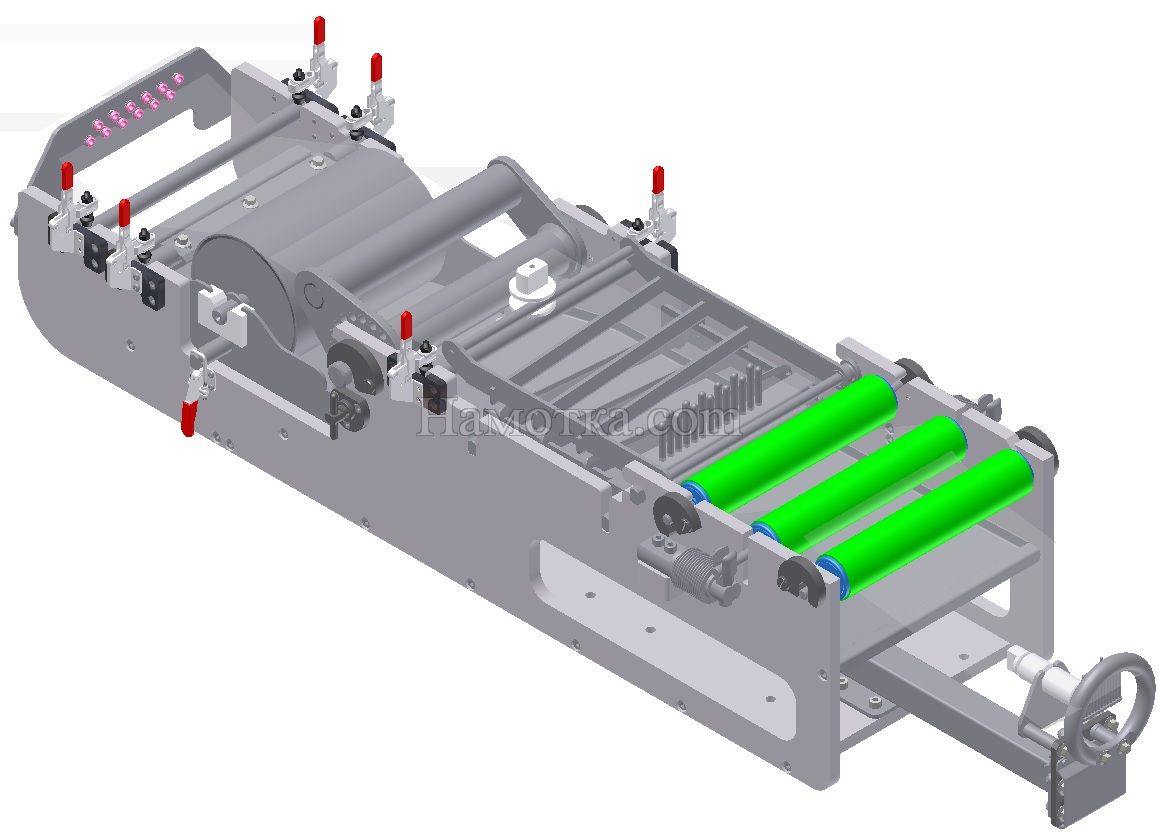
Рис.1. Тракт нитепропитывающий модели НПТ-5
Нитепропитывающий тракт модели НПТ-6
Тракт предназначен для формирования пропитанного жгута на станках со средним расходом связующего. Количество перерабатываемых ручьев ровинга данным трактом варьируется от 12 до 24.
Тракты НПТ-6 имеет один канал регулировки нагрева - нагрев ванночки. Лоток стока связующего подогревается конвекцией теплого воздуха, поднимающегося от упора-нагревателя ванночки.
После пропитывающего барабана жгут проходит через «восьмерку» натяжения, которой производится ручная регулировка натяжения жгута.
Система отжима связующего представляет собой систему косых ножей с плавной регулировкой прижима. Такая конструкция позволяет регулировать нанос связующего без повреждения нитей жгута.
Модельный ряд включает в себя три модификации:
1. Базовая модификация. Этот тракт подходит для изделий, не требующих контроля натяжения сформированной ленты.
2. Модификация с узлом измерения натяжения. Эта модель имеет узел, измеряющий натяжение с помощью двух тензометрических датчиков, размещенных на измерительном ролике. Данные натяжения индицируются на экране безбумажного самописца.
3. Модификация тракта с автоматической системой регулирования натяжения. Она включает в себя тензометрический узел, данные с которого обрабатываются контроллером. Управляющий сигнал с контроллера подается на сервопривод, управляющий сервомотором. Сервомотор через редуктор вращает натяжитель - "восьмерку", которая изменяя угол охвата ее материалом, регулирует натяжение.
При необходимости возможно оснащение выходного валка верхним инфракрасным нагревателем.
Таблица 1
| № | Характеристика | Значение |
| 1 | Размеры габаритные, Д/Ш/В | 1045/420/415 мм |
| 2 | Вес | 53 кг |
| 3 | Ширина ленты несформированной (на входе) | 5...250 мм |
| 4 | Ширина ленты сформированной (на выходе) | 40...80 мм |
| 5 | Количество ручьев ровинга, перерабатываемое трактом | 12...24 |
| 6 | Емкость ванны пропиточной с барабаном | 4.8 литра |
| 7 | Емкость ванны пропиточной общая | 7.7 литров |
| 8 | Мощность нагревательного устройства ванны | 1.2 кВт |
| 9 | Площадь нижней поверхности ванны | 1070 см2 |
| 10 | Удельная мощность силиконовых нагревателей | 3 Ватт/см2 |
| 11 | Мощность выходного нагревательного ролика | - |
| 12 | Площадь внутренней поверхности цилиндра | 830 см2 |
| 13 | Максимальное натяжение пропитанной нити, обеспечиваемое трактом | 100 кг |
| 14 | Поддержание заданного натяжения | ручное/автомат |
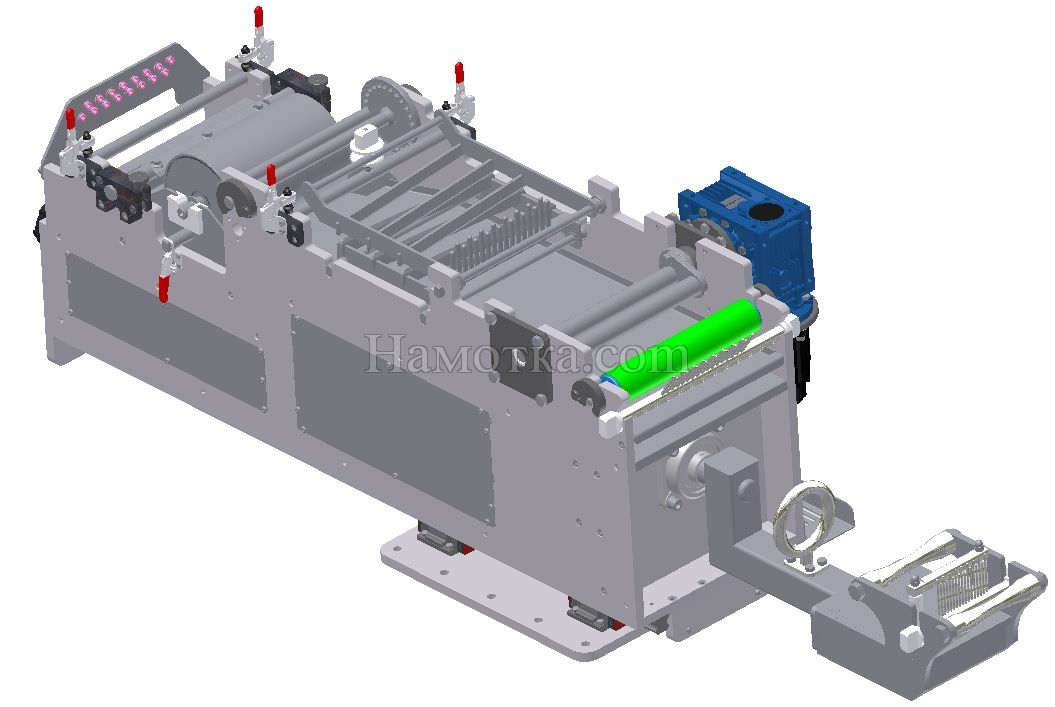
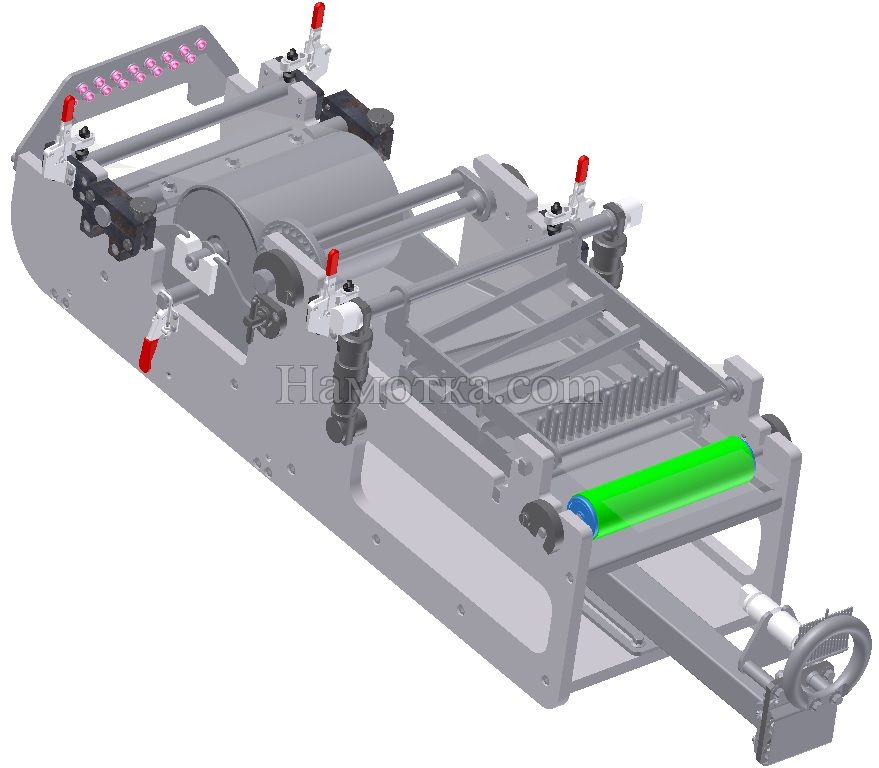
Рис.2-5. Тракт нитепропитывающий модели НПТ-6
Нитепропитывающий тракт модели НПТ-8
Тракт предназначен для формирования пропитанного жгута на станках, требующих оснащения системой автоматической регулировки натяжения.
Модель НПТ-8А3 имеет два раздельных канала регулировки нагрева - нагрев ванночки и лотка стока связующего.
После пропитывающего барабана жгут проходит через формирующую «восьмерку» преднатяжения, которая выравнивает натяжение жгутов. В некоторых модификациях тракта устанавливаются две «восьмерки» ручного регулирования.
Система отжима связующего представляет собой систему косых ножей с плавным поджимом верхней панели. Такая конструкция позволяет регулировать нанос связующего без травмирования жгута.
После отжима жгут попадает на «восьмерку» автоматической системы натяжения, которая управляется сервомотором через редуктор. Обратная связь по усилию натяжения осуществляется с помощью тензометрического датчика, установленного на раскладчике станка.
Электронная часть системы регулирования натяжения монтируется в герметичном электрическом шкафу размером 300*400 мм. Натяжение задается на программируемом терминале.
Таблица 1
| № | Характеристика | Значение |
| 1 | Размеры габаритные, Д/Ш/В | 984/450/340 мм |
| 2 | Вес | 95 кг |
| 3 | Ширина ленты несформированной (на входе) | 240 мм |
| 4 | Ширина ленты сформированной (на выходе) | 60 мм |
| 5 | Емкость ванны пропиточной с барабаном | 6.5 литра |
| 6 | Емкость ванны пропиточной общая | 8.7 литров |
| 7 | Мощность нагревательного устройства ванны | 1 кВт |
| 8 | Площадь нижней поверхности ванны | 1350 см2 |
| 9 | Удельная мощность силиконовых нагревателей | 3 Ватт/см2 |
| 10 | Мощность нагревательной панели для слива связующего | 0.7 кВт |
| 11 | Мощность выходного нагревательного ролика | 0.4 кВт |
| 12 | Площадь внутренней поверхности цилиндра | 830 см2 |
| 13 | Максимальное натяжение пропитанной нити, обеспечиваемое трактом | 140 кг |
| 14 | Поддержание заданного натяжения | Автомат |
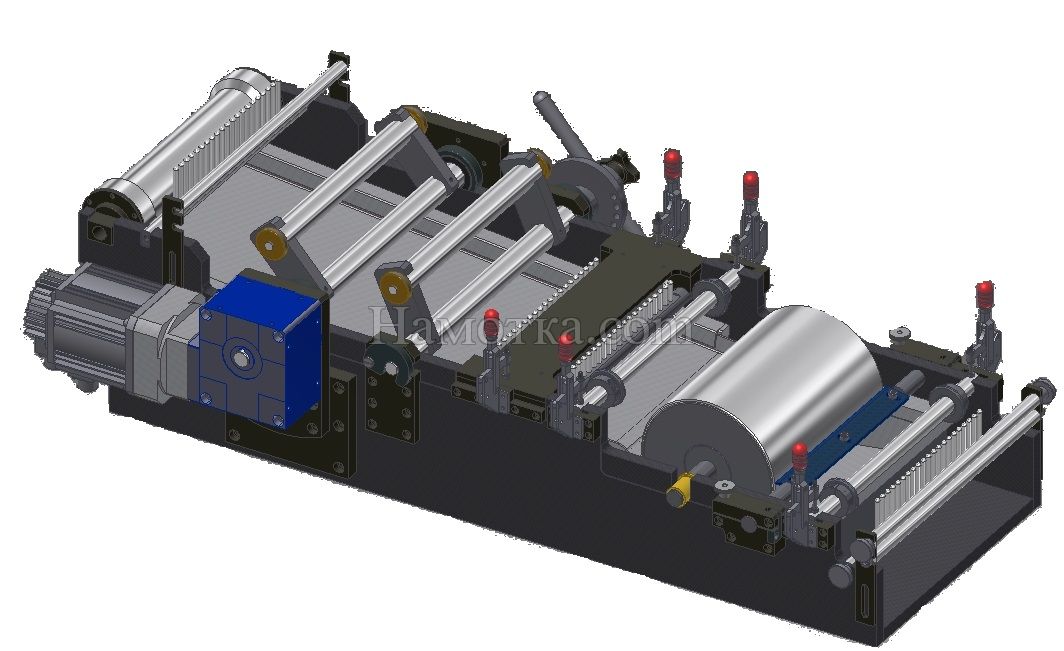
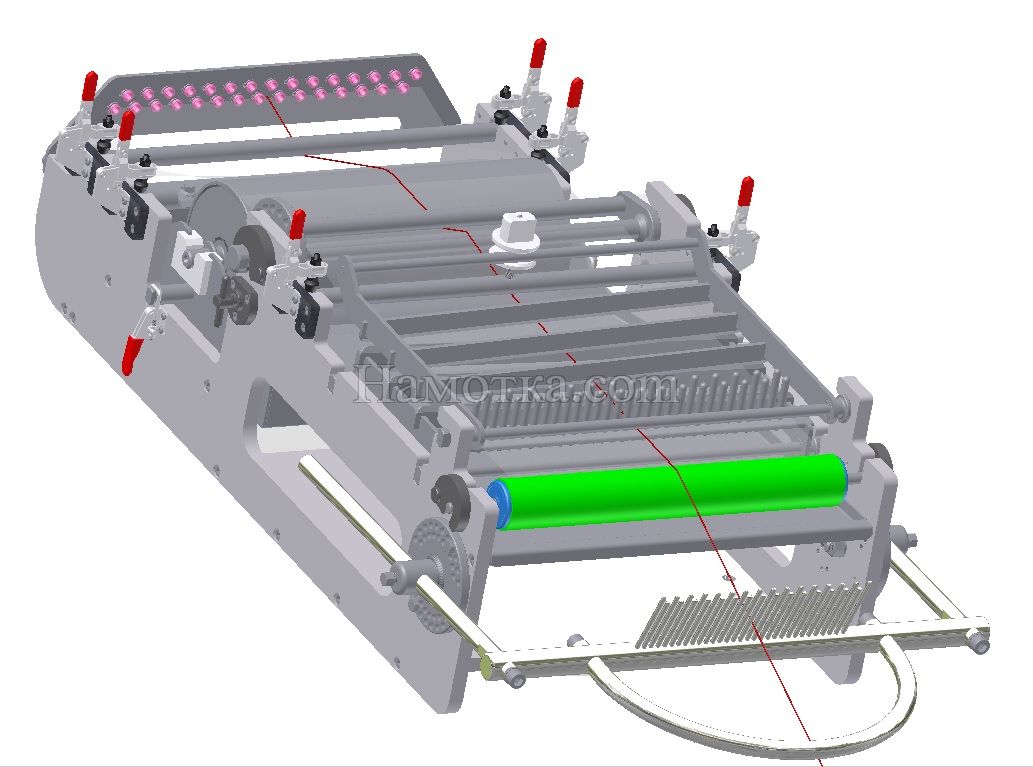
Рис.6. Тракт нитепропитывающий модели НПТ-8
Нитепропитывающий тракт модели НПТ-12А2
Тракт предназначен для формирования пропитанного жгута на станках, требующих оснащения системой автоматической регулировки натяжения.
Модель НПТ-12А2 имеет два раздельных канала регулировки нагрева - нагрев ванночки и лотка стока связующего.
После пропитывающего барабана жгут проходит через формирующую «восьмерку» преднатяжения, которая выравнивает натяжение жгутов.
Система отжима связующего представляет собой систему косых ножей с плавной регулировкой расстояния. Такая конструкция позволяет регулировать нанос связующего без травмирования жгута.
После отжима жгут попадает на «восьмерку» автоматической системы натяжения, которая управляется сервомотором через редуктор. Обратная связь по усилию натяжения осуществляется с помощью тензометрического датчика, установленного на раскладчике станка.
Электронная часть системы регулирования натяжения монтируется в герметичном электрическом шкафу размером 300*400 мм. Натяжение задается на программируемом терминале.
Таблица 1
| № | Характеристика | Значение |
| 1 | Размеры габаритные, Д/Ш/В | 1084/470/340 мм |
| 2 | Вес | 125 кг |
| 3 | Ширина ленты несформированной (на входе) | 310 мм |
| 4 | Ширина ленты сформированной (на выходе) | 100 мм |
| 5 | Емкость ванны пропиточной с барабаном | 9.5 литра |
| 6 | Емкость ванны пропиточной общая | 12.4 литров |
| 7 | Мощность нагревательного устройства ванны | 1,8 кВт |
| 8 | Площадь нижней поверхности ванны | 1550 см2 |
| 9 | Удельная мощность силиконовых нагревателей | 3 Ватт/см2 |
| 10 | Мощность нагревательной панели для слива связующего | 0.7 кВт |
| 11 | Мощность выходного нагревательного ролика | 0.4 кВт |
| 12 | Площадь внутренней поверхности цилиндра | 830 см2 |
| 13 | Максимальное натяжение пропитанной нити, обеспечиваемое трактом | 280 кг |
| 14 | Поддержание заданного натяжения | Автомат |



Рис.7-9. Тракт нитепропитывающий модели НПТ-12А2
Нитепропитывающий тракт модели НПТ2-8Р
Для двухшпиндельных станков производится модельный ряд нитепропитывающих трактов НПТ2. Данные тракты оснащены системой раздельной пропитки и формирования ленты, а так же могут оснащаться компенсаторными устройствами провисаний на каждый канал.
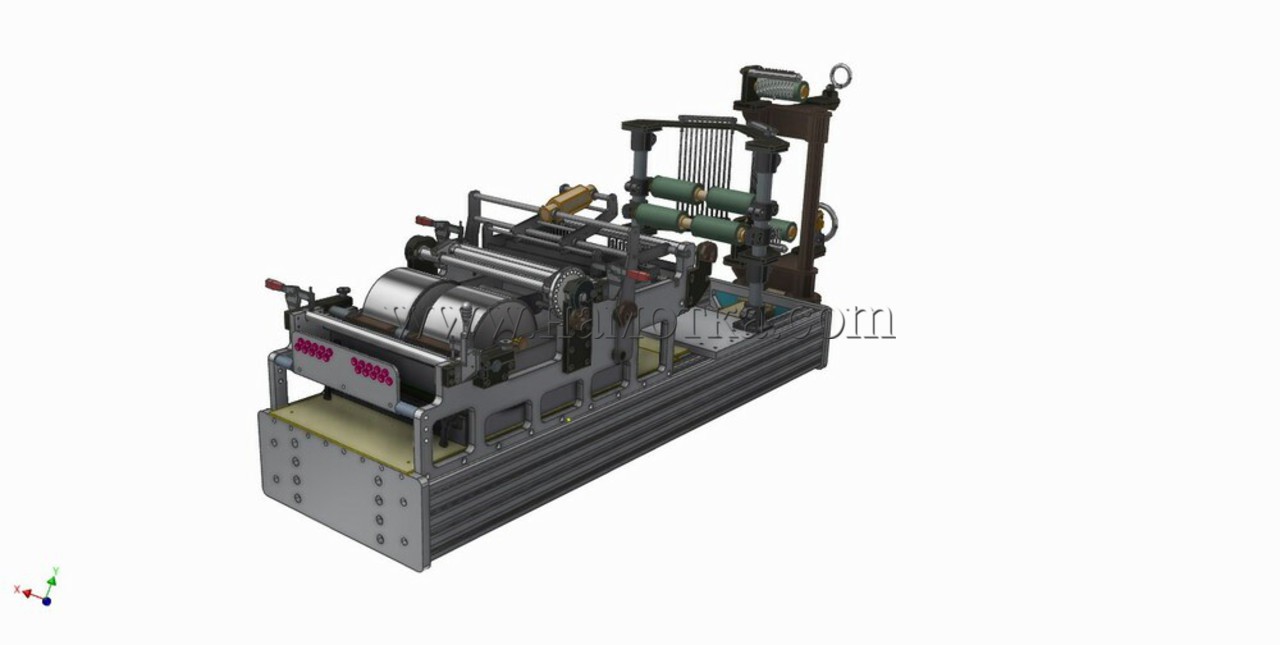
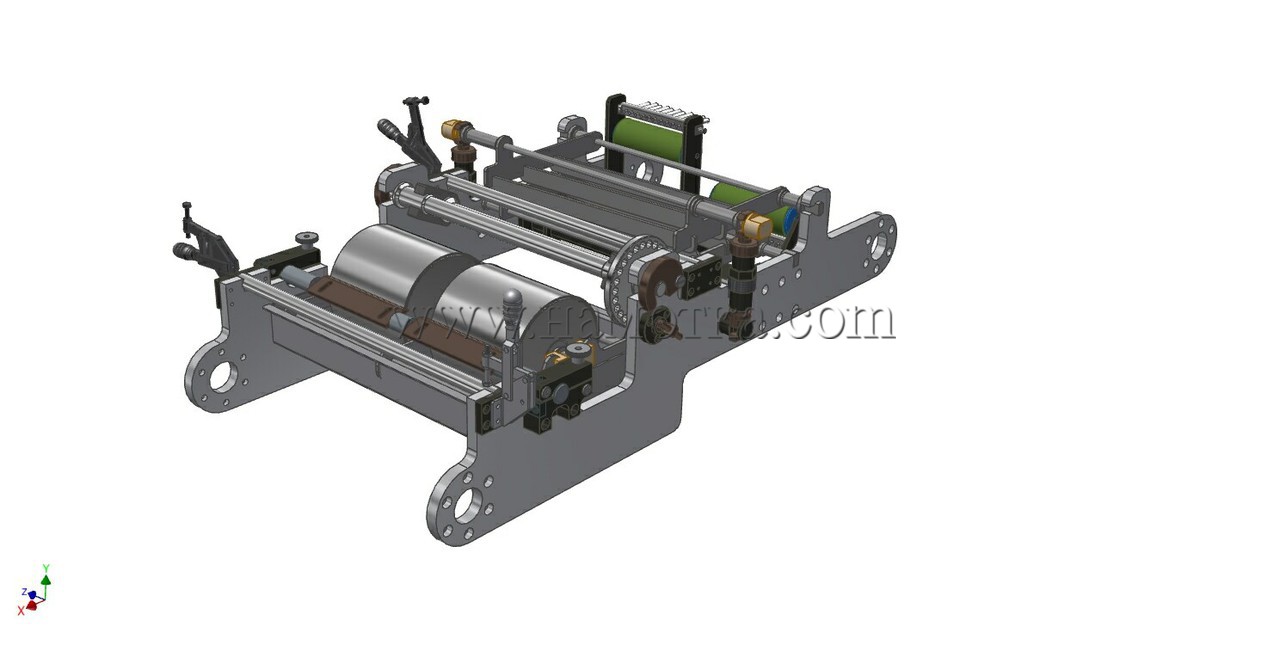
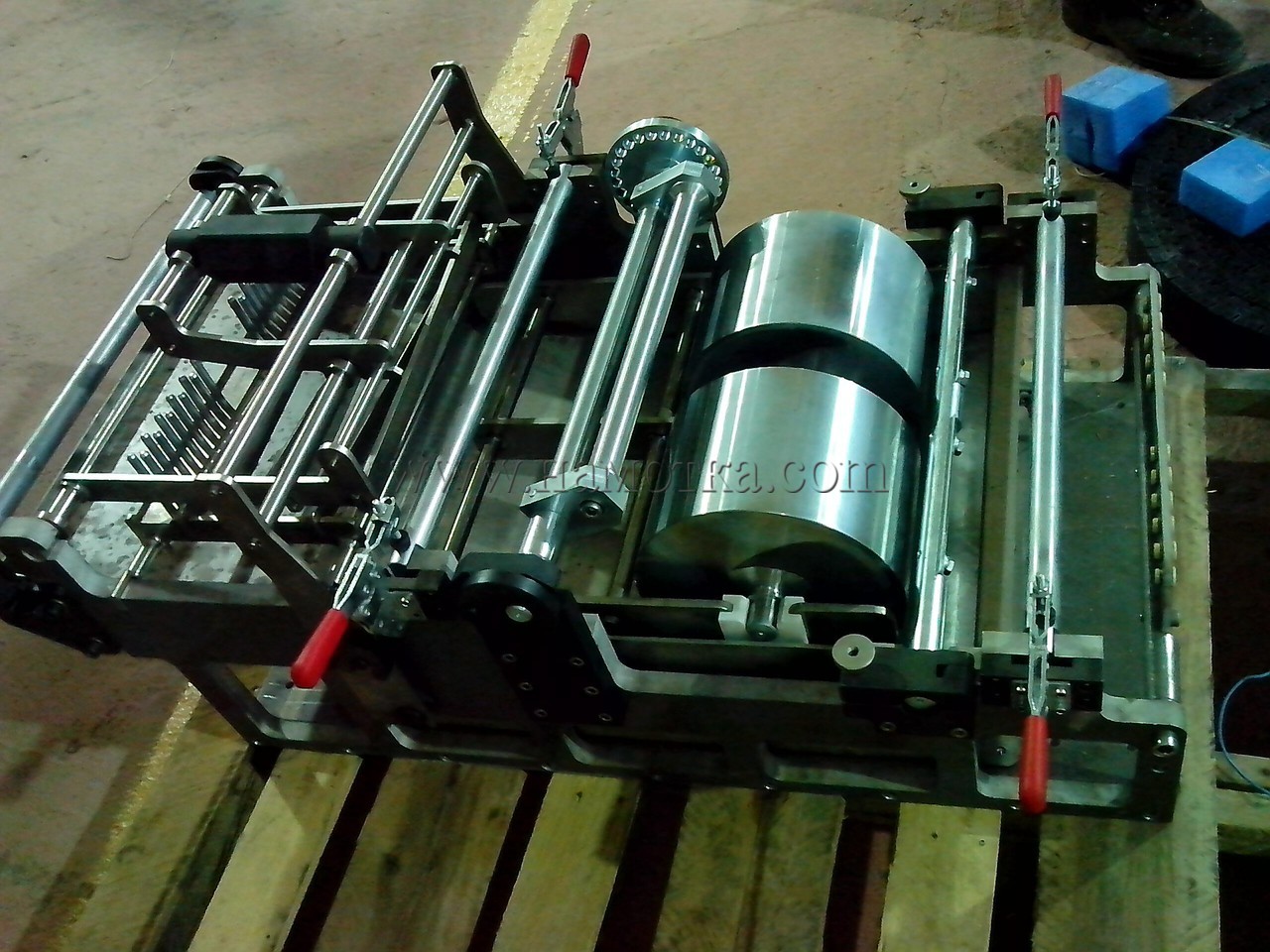
Рис.10-12. Тракт нитепропитывающий модели НПТ2-8Р1
Тракты сухой намотки модельного ряда ТСН
Технология пропитки изделий (композитных баллонов высокого давления) в термовакуумной камере требует применения процесса «сухой» намотки ровингом. Для «сухой» намотки нами разработана линейка трактов сухой намотки модельного ряда ТСН, включающая модели различного оснащения.
В различной комплектации тракты включают:
Пневматическую или пружинную систему компенсации провисаний ровинга при реверсе;
- Ручную или автоматическую систему регулировки натяжения сформированной ленты;
- Различную конфигурацию валов для создания дополнительного усилия натяжения;
- Систему ИК подогрева тракта.
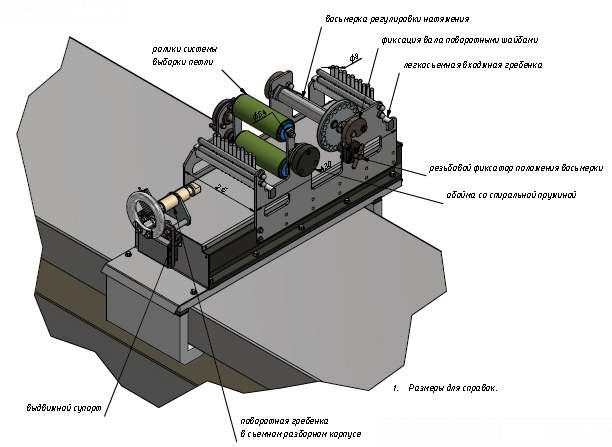
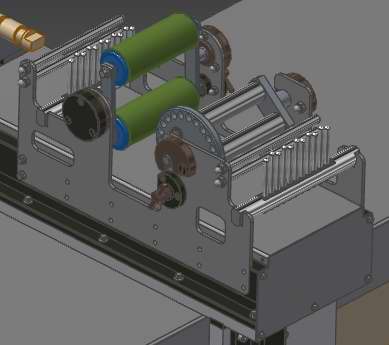
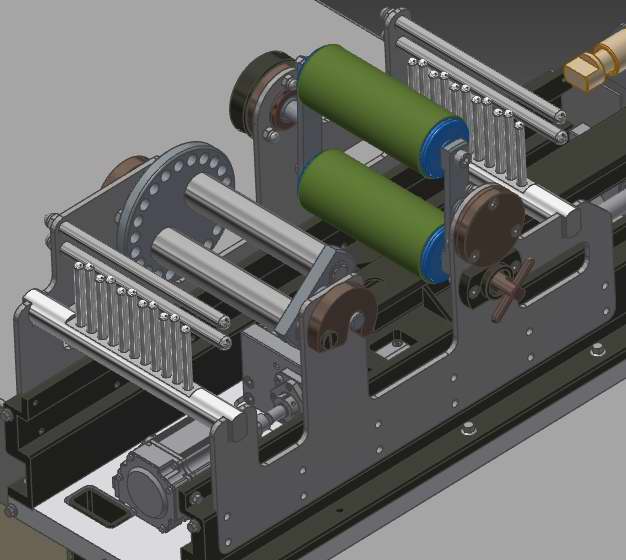
Рис.13-15. Тракт сухой намотки модели ТСН-3


